US Army AMNOW Program – Demonstrating the Digital AM Supply Chain

Under the AMNOW program, two additively manufactured cargo links were installed on two operational MH-47G Chinook helicopters at Fort Campbell, Kentucky, USA. The cargo links are reported to be the first Army-developed metal additively manufactured aircraft parts to be flown on Army aircraft. The MH-47G is a modified version of Boeing’s iconic CH47 Chinook twin rotor helicopter (Courtesy Boeing).
The Army’s AMNOW program completed its objectives in late 2022. The objective of the 3-year program, which originated with the Aviation and Missile Command (AvMC) and led by NCDMM, was to demonstrate a robust, capable, digital AM Supply Chain to support Army readiness.
This entailed:
Creation of engineering (technical data packages: TDPs, specifications, etc.) and using a secure platform to transmit it to the part manufacturers.
Capturing and securely transmitting feedstock, processing, inspection, and testing data; because not only were the parts and certifications deliverables, but also all the relevant feedstock, manufacturing, and inspection data.
Manufacturing and testing actual use cases (parts) provided by multiple Army commands to not only ensure the relevance of the requirements, but to provide hardware and data that these same commands can use to advance their use of AM.
Developing potential suppliers for the Army and demonstrate that a DoD-capable AM supply chain exists that the Army can use for production and sustainment.
Allie Kunkel of TBGA communications reached out to our own Dr. Kevin Slattery, who led the technical team, to get his impressions of the program.
Who comprised the AMNOW team?
NCDMM put together a team that acted like a prime contractor to execute the program with all the functions. Additionally, this required establishing engineering and configuration management systems just like an OEM would have to. The various team members and their roles are provided below.
· AvMC – DoD Customer
· NCDMM – Program Management, Program Requirements, and Integration
· The Barnes Global Advisors (TBGA) – Design/Build/Test Plan, Engineering and Requirements
· Advanced Engineering Solutions – Engineering and Requirements Analysis
· LECS Energy – Machine Data Integration
· Quotient – Information Technology and Data Management
· Catalyst Connection and Youngstown Business Incubator – Supplier Development
· GCA-Coach – Supplier Management and Contracting
· T. McGregor and Associates – Army Use Case Liaison
Prior to the start of the AMNOW program, almost no one in the team had ever worked together. It is a testament to AvMC, NCDMM, and the rest of the team that we were able to stand up an enterprise from ground zero and deliver what we did in a little over 2 years.
What accomplishments are you most proud of?
What I am most proud of is that the team, and this includes the suppliers, exceeded every one of our promises to the Army, in some cases tripling them. The table below shows our hardware testing, and output metrics. This is across 7 different material and process combinations, with most of the use cases being metal. Note that since AMNOW was an S&T program with no engineering or procurement authority, our qualifications were simulated in which we performed all the same activities and analyzed the results against specifications, but we could not actually qualify anything, hence the term simulated. These still achieved the purpose of the program which was to demonstrate ability of AM technology and the supply chain to meet requirements.

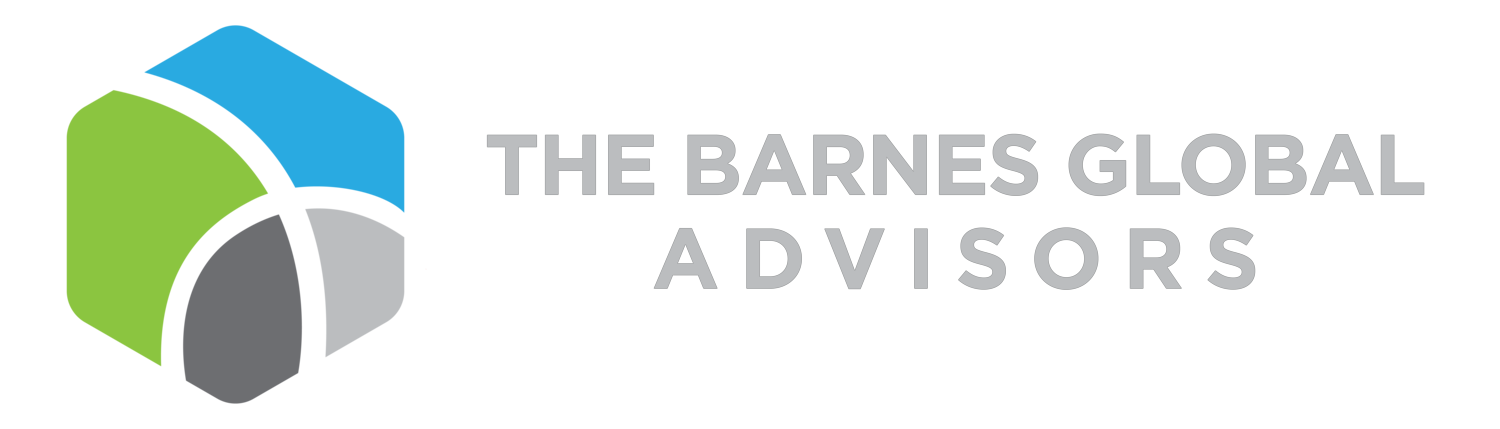
Secondly, we were able to develop multiple sources for a new AM feedstock (4130 powder), along with maturing multiple print houses and NDT facilities to be DoD suppliers. While some technical assistance was required, this was mainly a product of the supplier development and supplier management groups helping them overcome non-technical barriers such as DoD-grade proposal submittal, standard cost structure, and DoD supplier and export registrations.
Finally, was what the team and the Army were able to do with the parts and data that were produced. The prime objective of the program was to demonstrate a supply chain, with no requirement to install and test hardware in Army systems. The quality of the parts and the data were sufficient for the Army to fly the first parts made from high strength aluminum, 7A77 (Link), and on an MH-47G in an operational squadron at that; and fly the first Army-developed flight critical part (UH-60 Fuel Elbow). Additionally, installation and field tests have been performed or are planned for another ½ dozen or so parts.

What challenges did the team encountered?
I’ll start this off using the calendar. While the program officially started on 1-Oct-2020, coordination and planning activities with and within the Army meant that we met to kick-off the design, manufacturing, and testing activity at NCDMM on 12-Mar-2020. When I got home from the meeting the next day, the first thing I did was go to the grocery store and stock up. The team did not meet in person again for over a year. We didn’t meet with most of the suppliers in person until RAPID 2022, and there are some I still have not met with. We established engineering and procurement systems, released our first specifications and TDPs, evaluated suppliers, and launched a third of our projects without being able to visit a facility.
The second challenge was a result of the growth of the domestic AM industry. During the two years when hardware was being designed and printed, at least three of the print houses moved to new facilities, most increased their number of printers between 20% and 500%, and all of them had personnel changes. In almost every case, the manufacturing team that finished the final project was different from when we kicked off the project.

What most impressed you throughout the program?
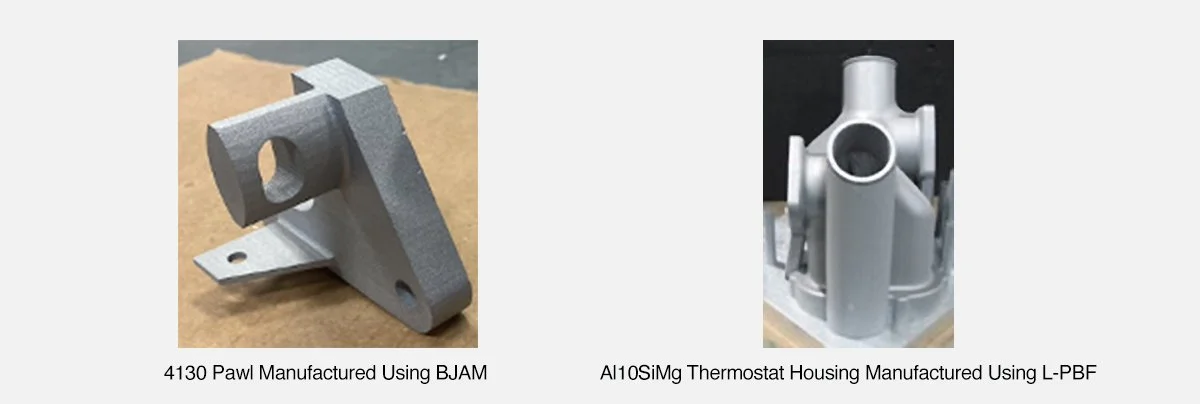
What most impressed me was the ability of the suppliers to consistently print hardware capable of meeting aerospace/defense requirements. In the case of the polymer, 316L, 17-4PH, and Al10SiMg systems, the powder, machine configurations, and print parameters used were those that the print houses had already developed. We performed radiographic inspection on all metal parts and coupons and penetrant inspection on all machined part surfaces to aerospace requirements. I would estimate our acceptance rate at >99%. Additionally, we performed > 200 fatigue tests without a single premature failure due to an internal discontinuity. Where a new material/process combination was developed (4130 and 7A77), there is sufficient confidence in what to do to complete development. The print houses also demonstrated the ability to properly flow down heat treat, machining, and chemical finishing requirements to their subcontractors.
What next impressed me was the capability of the prototype digital platform to provide engineering and receiving data from the suppliers. Not only could data be found and reviewed quickly, but the coupon test data from the labs was automatically read into the database. This enabled those of us at TBGA to review and analyze coupon test data in a fraction of the time, and with minimal data entry.
What were some of the surprises and lessons learned?
The main surprise was the difficulty in getting process data off the printers. Not only does every printer manufacturer collect different data, but they have different ways of capturing and mapping it, and that can also change with software upgrades. The industry needs a standard schema for capturing print data, along with data for heat treatment, etc.
The other was not really a surprise in that one cannot expect to send a TDP to a supplier and get parts back without ever conversing. The suppliers will always have questions regarding interpretation, so expect a design review and follow-up questions.
The final surprises came when we issued the AMNOW Metal and the AMNOW Polymer Challenges. In these, we made all the data we captured for the 316L Elbows and an example polymer pressure safety release available to a range of university and small business teams, and challenged them to either identify discrepant parts, and/or provide correlations between the input variables and the material properties. In both cases, the first surprise was the different approaches used by the teams, while the second was that the teams spent most (>50% - 80%) of their time organizing the data, with the remainder doing the analysis. This demonstrates the need in the future for improved data consistency to really unlock the potential for advanced analysis.

What near-term follow-up activities do you see?
We have submitted data sets for two L-PBF 316L AMS specifications to Battelle, and I look forward to seeing their analysis and minimum properties so they can be submitted for balloting. Additionally, we provided data for the L-PBF Al10MgSi specification another organization is sponsoring, so I look forward to the same. Also, three AMS specifications for BJAM 4130 are being discussed within a working group, so I look forward to them balloting in the spring. Finally, I look forward to hearing the evaluation results from all the Army commands we supplied parts and data to.
What long-term benefits for the Army, DoD, and the broader US AM industry do you see?
One long-term benefit is providing both the Army and the supply chain with confidence with each other. Once the AMS specifications are released, users and providers of multiple AM material and process combinations will have a baseline to use for procurements that have integrated requirements and statistically based minimums. Finally, we are working with the Army and NCDMM to make the extensive feedstock, processing, and material property data available to the defense industrial base.